Przyjmowanie zapytań od klientów zainteresowanych utworzenie zakładu recyklingu zużytych opon w Rumunii, jak ten, który szuka 10 – ton – per – hour capacity facility, jest częstym zjawiskiem w naszej pracy. Artykuł ten ma na celu kompleksowo przeprowadzić Cię przez proces budowy takiej instalacji, obejmujące wszystko, od sprzętu po instalację i nie tylko.
Podstawy rumuńskiego zakładu recyklingu zużytych opon
Rumunia, wraz z rozwijającym się przemysłem motoryzacyjnym i rosnącą liczbą pojazdów, generuje znaczną ilość zużytych opon. Budowa tutaj zakładu recyklingu nie tylko pomaga w prawidłowej gospodarce odpadami, ale także przyczynia się do rozwoju gospodarki o obiegu zamkniętym, tworzenie możliwości gospodarczych i zmniejszanie śladu środowiskowego. Jakie są zatem kluczowe urządzenia dla 10 – ton – per – hour recycling plant?
. Reaktor pirolizy jest kluczowym elementem zakładu recyklingu, którego celem jest rozkład termiczny opon.

Dla 10 – ton – per – hour capacity, you need a high – efficiency pyrolysis reactor. Te piece do pirolizy pracują w wysokich temperaturach (zwykle w okolicy 400 – 600° C.) in an oxygen – free environment.
They break down the rubber polymers in tyres into valuable by – products such as olej pirolityczny, sadza, i gaz palny. A well – designed pyrolysis reactor should have excellent heat insulation to minimize energy loss and a reliable heating system to maintain a stable temperature.
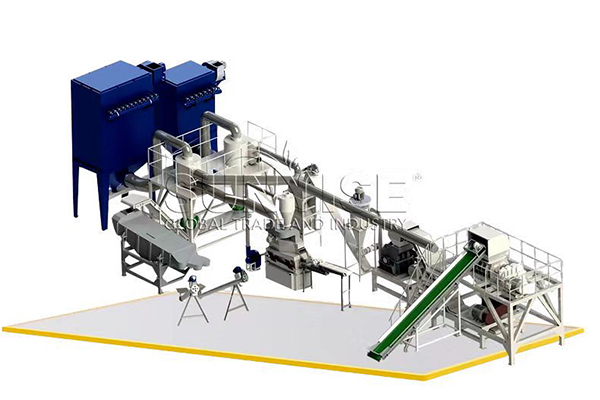
Zanim opony trafią do reaktora pirolizy, they need to be pre – processed.

dalej kruszy pierwotne rozdrobnione materiały 0.5-1 mm drobny proszek gumowy, z własnym systemem chłodzenia powietrzem, aby zapobiec przegrzaniu i klejeniu, i godzinna wydajność 0.5-0.8 mnóstwo.
Shredders i kruszarki służą do tego celu. A large – capacity shredder can initially break down whole tyres into smaller pieces. Sprzęt ten powinien być wystarczająco wytrzymały, aby wytrzymać twarde gumowe i stalowe elementy opon.
Po strzępieniu, kruszarki dodatkowo zmniejszają rozmiar kawałków opony, co czyni je bardziej odpowiednimi do procesu pirolizy.
Po przetworzeniu opon, sprzęt separacyjny jest potrzebny do izolowania różnych materiałów.

Umieszczony na przenośniku taśmowym kruszonego materiału, odzyskuje drut stalowy poprzez silną adsorpcję magnetyczną, ze skutecznością separacji większą niż 90%, a czystość odzyskanego drutu stalowego może przekraczać 85%.
Separatory magnetyczne służą do wyodrębniania drutów stalowych z rozdrobnionych i pirolizowanych materiałów opon. Gravity separators or air – classifying separators can be employed to separate carbon black from other lighter materials. Te procesy separacji zapewniają czystość produktów poddanych recyklingowi.
Do procesu pirolizy, system kondensacji jest niezbędny do ochłodzenia i skroplenia gazu pirolitycznego olej pirolityczny.
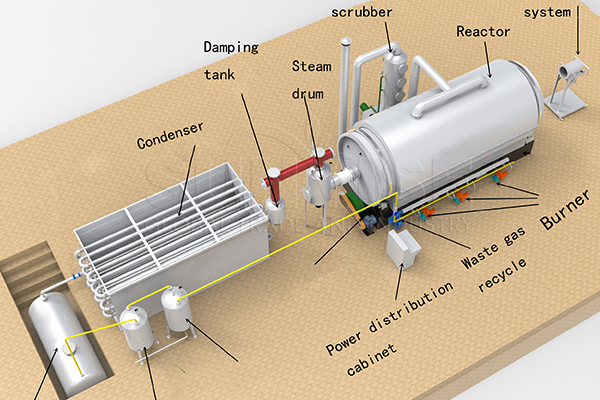
System ten składa się z wymienników ciepła i skraplaczy. Dodatkowo, wymagany jest system oczyszczania gazu w celu oczyszczenia gazu palnego powstającego podczas pirolizy. Ta obróbka usuwa zanieczyszczenia, takie jak siarka i cząstki stałe, uczynienie gazu odpowiednim do ponownego wykorzystania jako źródło paliwa w zakładzie lub do innych zastosowań przemysłowych.
Instalacja i konfiguracja rumuńskiego zakładu recyklingu zużytych opon
Koszt – Related Considerations
Zgodność i zezwolenia
Building a waste tyre recycling plant in Romania with a 10 – ton – per – hour capacity is a complex but rewarding endeavor. By understanding the key equipment requirements, installation processes, cost factors, and regulatory compliance, you can make informed decisions.
Whether you’re an entrepreneur looking to enter the recycling market or an existing business aiming to expand, careful planning and choosing the right supplier can help you build a successful and sustainable waste tyre recycling plant. Jeśli masz dodatkowe pytania lub potrzebujesz szczegółowych ofert dla Twojego konkretnego projektu, nie wahaj się z nami skontaktować.
Skontaktuj się z nami